满足GB 31604.47-2023标准的双波长紫外灯
上海路阳仪器有限公司生产有满足GB 31604.47-2023标准检测用的254nm和365nm紫外...
2024-08-02

作者:时间:2019-11-03 14:39浏览18320 次
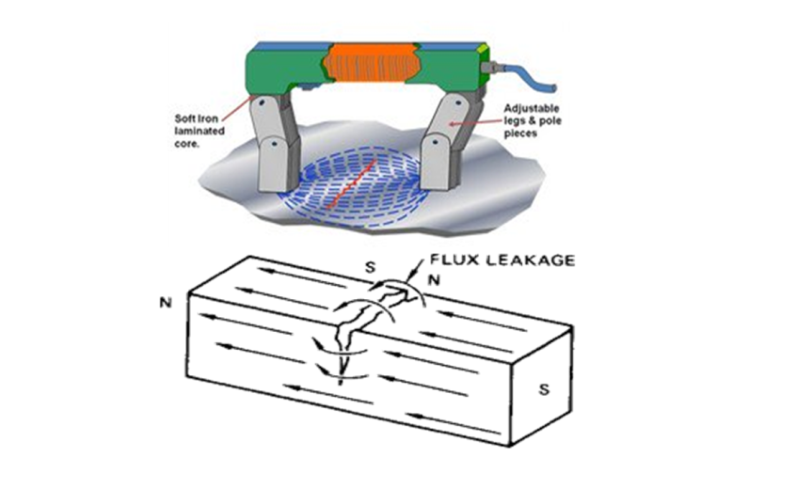
磁粉探伤利用工件缺陷处的漏磁场与磁粉的相互作用,它利用了钢铁制品表面和近表面缺陷(如裂纹,夹渣,发纹等)磁导率和钢铁磁导率的差异,磁化后这些材料不连续处的磁场将发生畸变,形成部分磁通泄漏处工件表面产生了漏磁场,从而吸引磁粉形成缺陷处的磁粉堆积——磁痕,在适当的光照条件下,显现出缺陷位置和形状,对这些磁粉的堆积加以观察和解释,就实现了磁粉探伤。
磁粉探伤就是利用工件缺陷处的漏磁场与磁粉的相互作用来工作。它依靠钢铁制品表面和近表面缺陷(如裂纹,夹渣,发纹等)磁导率和钢铁磁导率的差异,磁化后这些材料不连续处的磁场将发生畸变,形成部分磁通泄漏处工件表面产生了漏磁场。从而吸引磁粉形成缺陷处的磁粉堆积——磁痕,如下图;然后在适当的光照条件下,显现出缺陷位置和形状,对这些磁粉的堆积加以观察和解释,就实现了磁粉探伤。在工业中,磁粉探伤可用来作最后的成品检验,以保证工件在经过各道加工工序(如焊接、金属热处理、磨削)后,在表面上不产生有害的缺陷。
磁粉探伤也能用于检测半成品和原材料,例如棒材、钢坯、锻件、铸件等的检验,以发现原来就存在的表面缺陷。磁粉探伤对于钢铁材料或工件表面裂纹等缺陷的检验非常有效;设备和操作均较简单;检验速度快,便于在现场对大型设备和工件进行探伤;检验费用也较低。不过缺点也显而易见,它仅适用于铁磁性材料;仅能显出缺陷的长度和形状,而难以确定其深度;对剩磁有影响的一些工件,经磁粉探伤后还需要退磁和清洗。
虽然磁粉探伤的灵敏度高、操作也方便。但它不能发现铸件内部缺陷和导磁性差(如奥氏体钢)的材料,而且不能发现铸件内部分较深的缺陷。铸件、钢铁材被检表面要求光滑,需要打磨后才能进行。
对于磁粉而言,它的作用是显示介质。首先是黑磁粉,它的成分为四氧化三铁(Fe3O4),呈黑色粉末状,适用于背景为浅色或光亮的工件。然后是红磁粉,他的成分为三氧化二铁(Fe2O3),呈铁红色粉末状,适用于背景较暗的工件。再是荧光磁粉,它在四氧化三铁磁粉颗粒外裹有荧光物质,在紫外线辐照下能发出黄绿色荧光,适用于背景较深暗的工件,特别是由于人眼色敏特性的原因,使得以荧光磁粉作磁介质的磁粉检验较之其他磁粉具有更高的灵敏度。最后是白磁粉,它在四氧化三铁磁粉颗粒外裹有白色物质,适用于背景较深暗的工件。
磁粉探伤详细步骤
无损检测就是Non Destructive Testing,缩写是NDT,也叫无损探伤,是在不损害或不影响被检测对象使用性能的前提下,采用射线、超声、红外、电磁等原理技术并结合仪器对材料、零件、设备进行缺陷、化学、物理参数检测的技术。无损检测是工业发展必不可少的有效工具,在一定程度上反映了一个的工业发展水平,无损检测的重要性已得到公认,主要有射线检验(RT)、超声检测(UT)、磁粉检测(MT)和液体渗透检测(PT) 四种。
磁粉探伤利用工件缺陷处的漏磁场与磁粉的相互作用,它利用了钢铁制品表面和近表面缺陷(如裂纹,夹渣,发纹等)磁导率和钢铁磁导率的差异,磁化后这些材料不连续处的磁场将发生畸变,形成部分磁通泄漏处工件表面产生了漏磁场,从而吸引磁粉形成缺陷处的磁粉堆积——磁痕,在适当的光照条件下,显现出缺陷位置和形状,对这些磁粉的堆积加以观察和解释,就实现了磁粉探伤。
磁粉探伤分类:
1、按工件磁化方向的不同,可分为周向磁化法、纵向磁化法、复合磁化法和旋转磁化法。
2、按采用磁化电流的不同可分为:直流磁化法、半波直流磁化法、和交流磁化法。
3、按探伤所采用磁粉的配制不同,可分为干粉法和湿粉法。
4、按照施加磁粉的时间可以分为:剩磁法和连续法。
5、按照显示材料可以分为:荧光法和非荧光法。

为更好的更直观的发现缺陷,可以采用复合磁化,湿法连续法荧光磁粉探伤最直观,但是其要求也更高,下面介绍一下此方法:
一、人员资质:探伤工均取得相关部门无损检测人员技术资格鉴定考核委员会,颁发的Ⅱ级或Ⅱ级以上级别的磁粉探伤技术资格证书;
二、日常性能校验:工欲善其事,必先利其器,如果保证探伤结果准确,首先保证设备运行正常,下表为日常校准需要检测的项目,日常校准合格后,方可开工批量检测;
2.1 设备点检:检测设备控制面板、电缆、磁轭、荧光灯是否正常;
2.2磁悬液浓度检测:开机,打开循环水泵,循环均匀后用梨形测淀管取100毫升磁悬液,静止半小时,观察磁悬液是否污染,浓度是否合格,荧光磁悬液体积浓度为(0.2~0.6)mL/100mL即可;
2.3工件预处理:在等待检测磁悬液浓度的期间,需要检查待检测工件的表面状态,要探伤的工件要进行抛丸除锈,除锈后表面的清洁度,应达到GB/T8923规定的Sa2级,局部不低于Sa1级。(注Sa1:轻度的喷射或抛射除锈。钢材表面无可见的油脂和污垢,氧化皮、铁锈和油漆涂层等附着物。任何残留的痕迹应仅是点状或条纹状的轻微色斑。)
2.4粘贴灵敏度试片:将四片A1-15/50型标准试片粘贴待探伤工件的主要探伤部位。试片须平整,无破损、折皱和锈蚀,使用前须将试片表面擦拭干净;贴试片部位须擦拭干净,无锈蚀、油污及灰尘,露出基本金属面并保持干燥;粘贴试片时,试片带沟槽面须与工件表面密贴,并用胶带纸将试片四周封闭,粘贴应平整、牢固,胶带纸不得遮盖试片沟槽部位。
2.5 检测温湿度:探伤屋室内温度,室内温度应达到(5~40)℃,空气相对湿度不大于85%;
2.6 检测白光照度:因为我公司采用的为非暗室操作,为了更好的发现缺陷,故白光照度越小越好,技术规定工件表面白光照度不大于300 lx,我公司探伤室为半封闭且在车间内部,白光照度一般不超100lx;
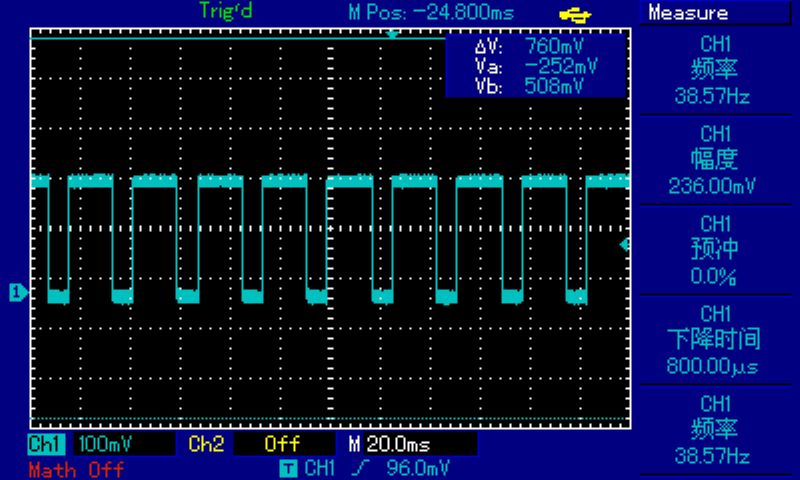
2.7 检测紫外辐照度:开启探伤黑光灯5分钟后,将LUYOR-3104高强度探伤黑光灯放在特制架子上,使紫外辐照计距离紫外线灯380㎜,读取紫外辐照计上的读数,并记录;现在多数采用LED黑光灯(led紫外线灯),可以打开后直接测量,无需等待5分钟;
紫外线照度值与白光照度值的关系应符合下列条件:V<20 lx时:U≥800μW/cm²;20 lx<V≤100 lx时:U≥1800μW/cm²;100 lx<V≤200 lx时:U≥2900μW/cm²;200 lx<V≤300 lx时:U≥4000μW/cm²。式中:V表示白光照度,U表示紫外线辐照度。
2.8检测磁场强度: 依据JB/T 8468-2014《锻钢件磁粉检测方法》中要求,工件表面检测区域内产生的磁场强度应至少为2000A/m(2000 A/m≈25 GS=2.5mT)
2.9 检查磁悬液浓度:此时磁悬液测淀时间基本达到要求,观察磁悬液浓度,如果达不到要求,需要根据液体体积计算磁粉加入量:荧光磁粉颗粒度320目,并经入厂复验合格。配置探伤用荧光磁悬液,应按比例规定添加分散剂、消泡剂、除锈剂,磁粉应均匀分散在载液中,无结块现象,探伤机搅拌后的磁悬液应无明显的泡沫。配置比例为:自来水1L,分散剂5-10mL/L,除锈剂5-10g/L,ZYX型消泡剂(1.8~4.5)mL/L,荧光磁粉(1~4)g/L。液体介质“水”的PH值为7~9。除水以外的载液超过保质期应禁止使用。
2.10磁化工件:将贴好试片的产品放入探伤机中,喷洒磁悬液,应迅速地润湿工件表面,工件表面磁悬液的薄膜应是连续不断的,并在工件探伤表面连成一片。对工件进行磁化,停止磁悬液喷淋后,应再对工件磁化一到两次。磁化过程中观察磁化电流是否符合要求,磁化过程中使用特斯拉计,使霍尔元件贴在工件上,观察仪器读数;
2.11 观察灵敏度试片:磁化后将工件提升至适当位置,用紫外线灯观察灵敏度试片,试片各沟槽均能显示清晰完整时为系统灵敏度合格;可以进行探伤。
2.12 检测剩磁 永磁体经磁化至技术饱和,并去掉外磁场后所保留的表面场Br, 称为剩余磁感感应强度。简称剩磁,用Br表示,单位为mT(KG)毫特斯拉,简单说就是给工件加磁后,工件带有一定的磁性,可以吸附细小铁屑,平时在使用磁吊吊运工件时会有这种情况,因为我们采用的是复合磁化所以探伤后不会存在剩磁,但是为保险起见在做日常校准时要检查剩磁;检查剩磁时要保证工件 因本磁强仪灵敏度较高,会受到地磁场的感应,所以一般磁强仪应沿东西方向位置测量。实际使用受到条件限制,若不在东西方向位置测量时,测应考虑减去地磁场的影响量。此外除被测物外,其周围环境不应有强磁场存在,以免增加测量误差。

三、缺陷识别:在日常检测中要能发现缺陷,首先判断是否为伪缺陷,判断是否为伪缺陷,可以通过:1、关闭紫外线灯,采用白光灯观察;2、用紫外线灯照缺陷的同时用细铁丝去拨动缺陷;3、通过用角磨机打磨复探等方式判断;如果判定为缺陷在缺陷部位用粉笔标记。工件表面缺陷不应补焊,应采用加工或打磨清除,修整方向与锻件纤维流向一致,并与周围表面圆滑过渡。对修整部位进行复探合格时,仍可认为合格,否则不合格。
四、缺陷记录:对于发现缺陷判定为裂纹、折叠时,用磨光机打磨后复探仍然有缺陷时,要用粉笔画出,并做好详细记录,并将有缺陷的产品单独存放集中处理;
五、下班收工:探伤结束后,关闭循环泵,关闭电源,擦拭设备,盖上探伤机井口防止灰尘污染探伤机,统计合格率。
备注:对于使用便携式磁粉探伤仪时,需要检测提升力,提升力随着磁极间距的增大而减小。一般标准中都是要求在更大磁极间距时测试磁粉探伤机的提升力,即当使用磁轭更大间距时,交流电磁轭至少应有45N的提升力;

 关注我们
关注我们