满足GB 31604.47-2023标准的双波长紫外灯
上海路阳仪器有限公司生产有满足GB 31604.47-2023标准检测用的254nm和365nm紫外...
2024-08-02

作者:时间:2019-10-23 15:06浏览18796 次
着色探伤是无损检测的一种方法,它是一种表面检测方法,主要用来探测诸如肉眼无法识别的裂纹之类的表面损伤,主要利用毛细现象使渗透液渗入缺陷,经清洗剂清洗使表面渗透液清除,而缺陷中的渗透液残留,再利用显像剂的毛细管作用吸附出缺陷中残留的渗透液而达到检验缺陷的目的。着色渗透探伤剂的基本原理用着色剂涂在材料的表面,着色剂渗入受损部位。放置一段时间后将表面的着色剂冲洗掉。在已经清洗干净的表面涂上显影剂,损伤部位由于着色剂渗入其中从而看得一清二楚。
无损检测技术不破坏零件或材料,可以直接在现场进行检测,而且效率高。目前,最常用的无损检测方法主要有五种:
超声检测 UT(Ultrasonic Testing)
射线检测 RT(Radiographic Testing)
磁粉检测 MT(Magnetic particle Testing)
渗透检测 PT(Penetrant Testing)
涡流检测 ET(Eddy current Testing)。
射线检测的基本原理是什么?
作为五大常规无损检测方法之一的射线探伤,在工业上有着非常广泛的应用,它既用于金属检查,也用于非金属检查。对金属内部可能产生的缺陷,如气孔、针孔、夹杂、疏松、裂纹、偏析、未焊透和熔合不足等,都可以用射线检查。应用的行业有特种设备、航空航天、船舶、兵器、水工成套设备和桥梁钢结构。
射线探伤的基本原理如下:
当强度均匀的射线束透照射物体时,如果物体局部区域存在缺陷或结构存在差异,它将改变物体对射线的衰减,使得不同部位透射射线强度不同,这样,采用一定的检测器(例如,射线照相中采用胶片)检测透射射线强度,就可以判断物体内部的缺陷和物质分布等。射线探伤常用的方法有X射线探伤、γ射线探伤、高能射线探伤和中子射线探伤。对于常用的工业射线探伤来说,一般使用的是X射线探伤、γ射线探伤。
超声波探伤的基本原理是什么?
超声波探伤的基本原理:超声波探伤是利用超声能透入金属材料深处,并由一截面进入另一个截面时,在截面边缘发生反射的特点来检查零件缺陷的一种方法,当超声波束自零件表面由探头通至金属内部,遇到缺陷与零件底面时就分别发生反射波来,在荧光屏上形成脉冲波形,根据这些脉冲波形来判断缺陷位置和大小。
着色渗透探伤的原理
着色渗透探伤的原理:在被检工件表面涂覆某些渗透力较强的渗透液,在毛细作用下,渗透液被渗入到工件表面开口的缺陷中,然后去除工件表面上多余的渗透液(保留渗透到表面缺陷中的渗透液),再在工件表面上涂上一层显像剂,缺陷中的渗透液在毛细作用下重新被吸到工件的表面,从而形成缺陷的痕迹。根据在LUYOR-3410高强度黑光灯照射(荧光渗透液)或白光(着色渗透液)下观察到的缺陷显示痕迹,作为缺陷的评定。
涡流检测的原理和特点是什么?
涡流检测是一种非接触式的检测方法,是建立在电磁感应原理基础上的一种无损检测方法,它适用于导电材料。当把一块导体置于交变磁场中,在导体中就有感应电流存在,及产生涡流。由于导体自身各种因素(如电导率、磁导率、形状、尺寸和缺陷等)的变化,会导致涡流的变化,利用这种现象判定导体性质、状态的检测方法,称为涡流检测。
涡流检测的优点:
检测线圈不需要接触工件,也不需要耦合剂,对管、棒、线材的检测易于实现高速、高效率的自动化检测;也可在高温下进行检测,或对工件的狭窄区域及深孔壁等探头可到达的深远处进行检测。对工件表面及近表面的缺陷有很高的检测灵敏度。采用不同的信号处理电路,抑制干扰,提取不同的涡流影响因素,涡流检测可用于电导率测量、膜层厚度测量及金属薄板厚度测量。由于检测信号是电信号,所以可对检测结果进行数字化处理,然后存储、再现及数据处理和比较。
涡流检测的局限性:
只适用于检测导电金属材料或能感生涡流的非金属材料。由于涡流渗透效应的影响,只适用于检查金属表面及近表面缺陷,不能检查金属材料深层的内部缺陷。涡流效应的影响因素多,对缺陷定性和定量还比较困难。针对不同工件采用不同检测线圈检查时各有不足。
无损探伤检测注意事项
无损探伤检测注意事项应该从以下四个方面考虑:
1、与破坏性检测相配合
无损检测技术自身还有局限性。对一个工件、材料、机器设备的评价,必须把无损检测的结果与破坏性检测的结果互相对比和配合,才能作出准确的评定。例如液化石油气钢瓶除了无损检测外还要进行爆破试验。锅炉管子焊缝,有时要切取试样做金相和断口检验。
2、正确选择检测时机
在进行无损检测时,必须根据无损检测的目的,正确选择无损检测实施的时机。例如,要检查高强钢焊缝有无延迟裂纹,无损检测实施的时机,就应安排在焊接完成24h以后进行。要检查热处理工艺是否正确,就应将无损检测实施时机放在热处理之后进行。
3、合理选择无损检测方法
必须在检测前,根据被检物的材质、结构、形状、尺寸,预计可能产生什么种类,什么形状的缺陷,在什么部位、什么方向产生,根据以上种种情况分析,然后根据无损检测方法各自的特点选择最合适的检测方法。例如,钢板的分层缺陷因其延伸方向与板平行,就不适合射线检测而应选择超声波检测。检查工件表面细小的裂纹就不应选择射线和超声波检测,而应选择磁粉和渗透检测。在保证充分安全性的同时要保证产品的经济性。
4、各种无损检测方法综合应用
不要只采用一种无损检测方法,而尽可能多的同时采用儿种方法,以便保证各种检测方法互相取长补短,从而取得更多的信息。另外,还应利用无损检测以外的其他检测所得的信息,利用有关材料、焊接、加工工艺的知识及产品结构的知识,综合起来进行判断,例如,超声波对裂纹缺陷探测灵敏度较高,但定性不准是其不足,而射线的优点是对缺陷定性比较准确,两者配合使用,就能保证检测结果既可靠又准确。
工业生产或者生活中经常会用到的一种检测缺陷的方法——着色渗透探伤,那怎么使用着色探伤剂呢?
1. 预清洗,应先将材料表面清洗干净,表面没有明显的污物,如油污、锈蚀、切屑、漆层等,然后用清洗剂充分洗净。最后待清洗剂挥发干净,使得被检材料表面保持干燥。
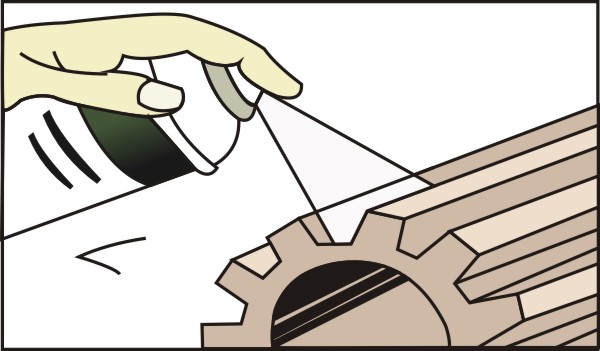
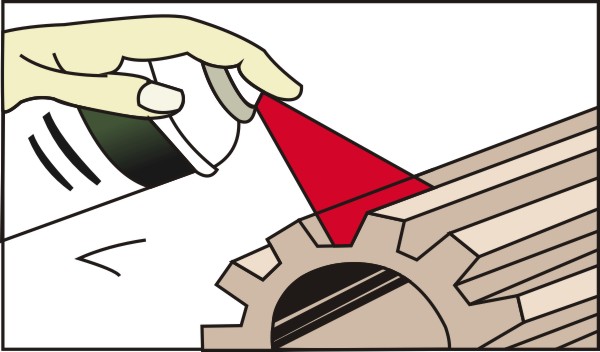
2.渗透处理,将清理干净的材料放置好,然后将渗透剂对被检材料表面进行均匀喷涂,喷涂完毕之后,等待约渗透5-15分钟
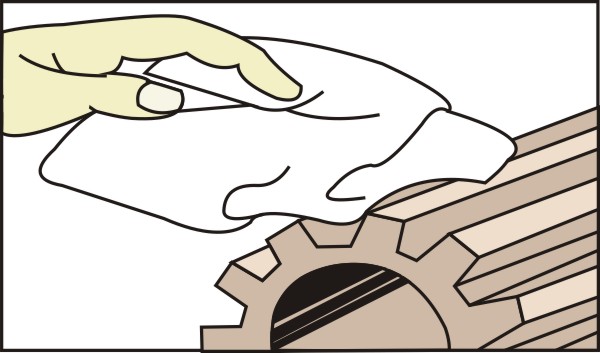
3.清洗渗透剂,等待约渗透5-15分钟之后,使用清洗剂将喷在工件表面的渗透剂清洗干净,使得被检材料表面清洁,最后用干净的白布擦干。
4.显像处理,将被测材料表面的渗透剂清理干净并擦干之后,将显像剂充分摇匀,对被检材料表面保持距离150mm-300mm均匀喷涂,等待几分之后,即可显示缺陷。

5.观察材料表面缺陷,在被测材料表面喷涂显像剂后,观察材料表面,直至迹痕的大小不发生变化为止。必要时可进行多次探伤。
反差增强剂的作用:
是为了在磁粉探伤中提高缺陷磁痕与工件表面颜色的对比度的一种试剂。
在表面粗糙的焊接件或铸钢件磁粉探伤时,由于工作表面凹凸不平,或者由于磁痕颜色与工件表面颜色对比度很低时,会使检出的缺陷难于发现,容易造成漏检。为了提高缺陷磁痕与工件表面颜色的对比度。探伤前可在工件表面上先涂上一层白色薄膜(即:反差增强剂),厚度约为25-45um然后磁化工件、喷洒黑磁粉,缺陷部位的表面磁粉就可清晰可见磁粉堆积指示。具有省时、省工、操作方便、检测结果更加可靠等特点,是磁粉探工作者的好帮手。
反差增强剂的使用方法:
在磁粉探伤前,先利用瓶装反差增强剂在工件表面喷涂一层白色薄膜,然后在磁化工件,喷洒黑磁粉或红磁粉,观察是否有磁痕即可。
注意事项:
1、在使用罐装反差增强剂前,应当将罐装瓶均匀摇匀。
2、反差增强剂的喷涂厚度应该控制在25-45um,太厚容易导致所喷涂的反差增强剂不易干,影响效果。
3、在喷涂反差增强剂时,不可离工件表面过近,一般控制在20cm-30cm为宜。
4、产品需要保存在阴凉、干燥场所,远离火源。
 关注我们
关注我们