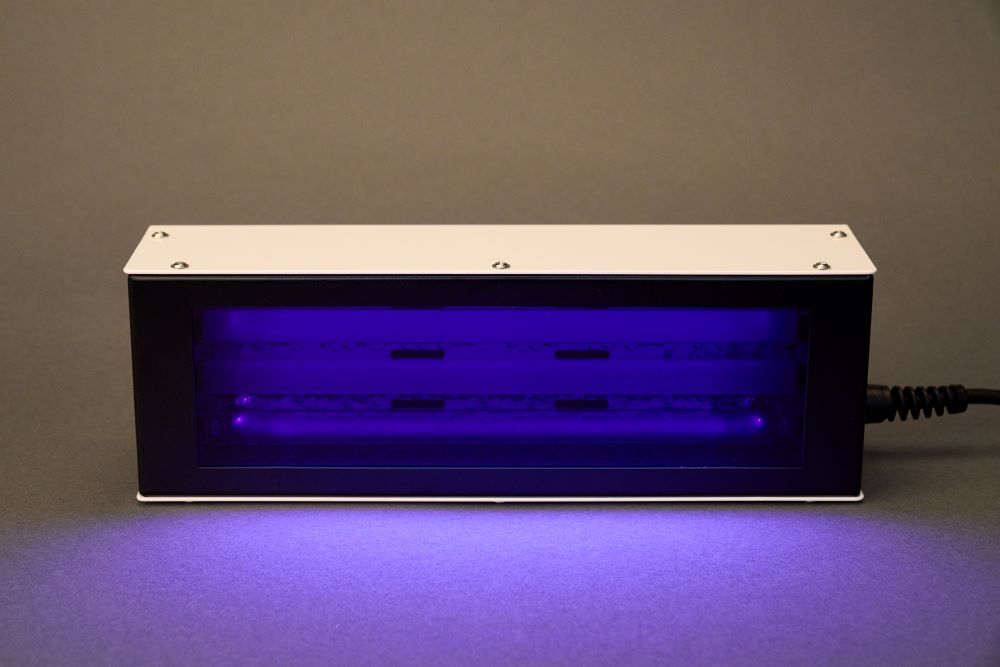
满足GB 31604.47-2023标准的双波长紫外灯
上海路阳仪器有限公司生产有满足GB 31604.47-2023标准检测用的254nm和365nm紫外...
2024-08-02

作者:美国luyor时间:2020-08-13 11:00浏览2069 次
LUYOR-3180油污检测手电筒通过荧光法克查出金属表面诸如油渍、油脂、冷却润滑剂以及蜡等污染物。通过清洁过程中对金属部件的质量控制来确保产品的高质量要求。
清洗的目的是为了使工件达到一定的清洁度。如何来检测和评价工件表面的清洁度,不同的工件,因为清洗的目的不同,对性能和可靠性要求不同,因此,对清洁度要求也不同,对清洁度检测和评价的内容、方法也不同。有些工件表面的污染物可以直接检测,有些则要用间接的方法检测。如机械中部件和系统空腔的清洁度,通常用间接的方法,以所采用的工作液或工艺用液(清洗液)的污染度来确定。

在金属加工以及汽车生产流程中,由于金属零部件加工过程中清洗不完全,容易在表面残留油脂、油污、冷却液、清洗剂、指纹等污染物,这些污染物的残留会造成后续生产工艺的中的一系列问题如涂层容易脱落、焊接不良、黏合强度不够、表面缺陷等,且不易发现原因。通过测量金属零部件的表面清洁度,可以对金属或玻璃产品表面的干净程度进行定性测试,并作出客观评价、分析原因,为减少后工序不良,改进清洗工艺提供量化数据。
电镀、漆凃等工艺过程中,对于金属表面的清洁程度要求十分严格,在金属的清洁过程中,如果无法进行清洁残留在金属表面的油污,容易造成被黏附油污的地方不通电,基体结合不牢等,造成工艺质量上的产品问题。
一般来说,黏附在金属制品表面的油污,不外乎矿物油、动物油和植物油。由于动植物油和碱作用发生皂化,称为皂化油。而各种矿物油如石蜡、凡士林、多种润滑油等不与碱发生皂化反应,统称为非皂化油。在肉眼观察的情况之下,往往无法能够准确的对于金属表面油污的洁净程度进行判断。在以往的工艺流程中, 对于金属表面的干净程度往往是根据经验来判定的。
 |  |  |
氧气清洁经过验证的过程对安全至关重要3目视检查可以是直接的,包括白光,可有效检测低至500 mg / m ^ 2的污染。紫外线(黑光灯)视觉检查可识别出发出荧光的污染物,并能有效检测出低至40 mg / m ^ 2(每平米49mg)的污染物。
间接外观检查有两种方式:擦拭测试和溶剂过滤。擦拭测试可以识别没有直接视线的位置中的污染物。通常,擦布上同时使用白光和紫外光,并能有效检测低至30 mg / m ^ 2的污染物。溶剂过滤会冲洗溶剂中难以触及的区域,然后将其过滤以捕获污染物。然后对过滤器进行目视检查,可以检测出100ml / sq / ft的低残留溶剂,它还使用白色和紫外线。
通过蒸发用于清洁的溶剂并获得剩余废水的重量来进行定量检查。可接受的残留量根据用户要求而变化。
其他注意事项
洁净室:这是环境限制尘埃飞扬微粒的指定位置,可以在其中存放干净的工具以及干净的组装和测试设备。它还可以为目视检查提供受控的照明。
清洁测试设备:压力测试设备中的软管和泵中含有污染物。如果测试机不能专门用于清洁测试,则应特别考虑清洁测试设备或使用清洁气体进行替代测试。
LUYOR-3180油污检测手电筒通过荧光法克查出金属表面诸如油渍、油脂、冷却润滑剂以及蜡等污染物。通过清洁过程中对金属部件的质量控制来确保产品的高质量要求。
带钢生产,电子元件的连接,汽车制造业,医疗制造业,涂制造业,零件在真空或粉末喷涂前的清洁度检测等等。五金制品、金属底材在加工过程中会受到冷却液、油脂、抛光液、手指印等污染,影响到后续工艺的质量,例如出现漆膜脱落,焊接不牢,镀层表面缺陷,电性能下降等问题。
LUYOR-3180油污检测手电筒用于查看原油泄漏:
| 日光下的沙滩 | 紫外光下的沙滩 |
 |  |
CLEANING METHODS
Mechanical cleaning is used to remove scale, coatings, paint, weld slag and other solid contaminants and can include grit or ice blasting, wire brushing and grinding.
Aqueous cleaning can be with hot water and steam cleaning or alkaline cleaning. Hot water and steam cleaning is effective against water-soluble contaminants, and is normally used with detergent. Alkaline cleaning uses caustic salt in water to create a highly alkaline solution. It is effective against hydrocarbon oils, grease and waxes, and generally is enhanced by agitation and/or jet spraying. Typically this is used for industrial parts washers. This process is greatly enhanced by ultrasonic agitation, but the solvent residue must be removed as well.
Semi-aqueous cleaning uses hydrocarbon solvent and water emulsion, which is effective for removing heavy contaminants from parts like heavy grease wax or hard to remove soils. Emulsion may require agitation to maintain the mixture, and parts must be rinsed before the emulsion can dry. Otherwise, contaminants may re-deposit on the part that was cleaned.
Acid cleaning varies substantially based on the acid used.
Hydrochloric acid is used to remove scale, rust and oxides. and to strip platings (chrome, zinc, cadmium, etc.) and other coatings
Chromic and nitric acid are used to for passivating, deoxidizing, brightening and removing alkaline residues in addition to cutting oils
Phosphoric removes oxides, light rust and fluxes
Acids must be removed completely from the part prior to drying and, depending on the acid strength, may need a neutralizing process.
Solvents can be used without water dilution or emulsion. Alcohol is a common solvent often used to revisit areas of concern identified by black (UV) light inspection. Solvents like alcohol evaporate completely, leaving no residue.
Vapor degreasing is a process in which a solvent is heated until it vaporizes, while the part is maintained at a lower temperature. The solvent then condenses and dissolves contaminants. The part must be oriented so that the condensed solvent can drain from the part by gravity. This method is very effective for inaccessible areas on parts but requires a contained environment for the part during the process.
Any combination of cleaning methods that achieve the desired cleanliness level is acceptable.
 关注我们
关注我们